Электрохимическая пассивация — это способ восстановить защитный слой на нержавейке с помощью электрического тока.
Проще говоря: деталь помещают в специальный раствор (электролит) и подключают к источнику тока. Под действием электричества поверхность очищается от загрязнений и свободного железа, а на металле быстро формируется прочная защитная оксидная плёнка (хромовая).
В отличие от обычной химической пассивации (без тока), здесь процесс идёт быстрее, равномернее и лучше обрабатывает сварные швы.
Если коротко: это пассивация с применением электричества для усиления защиты от коррозии.

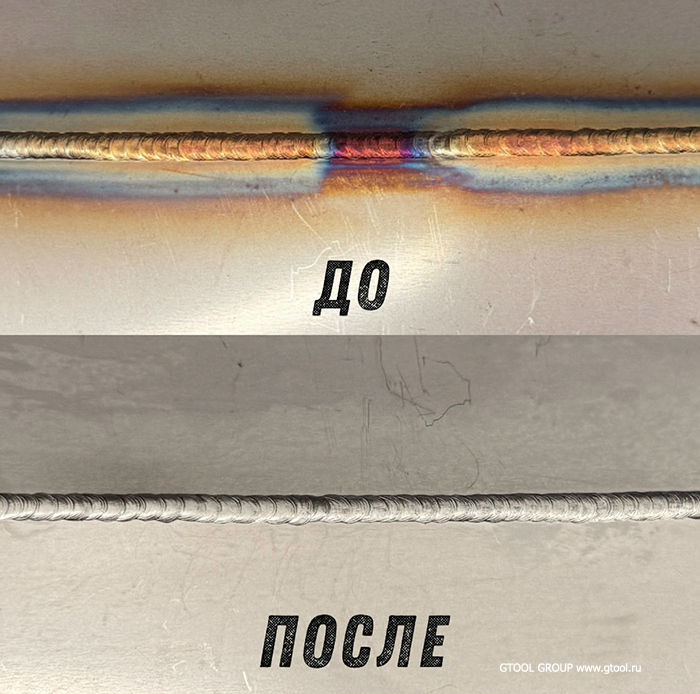
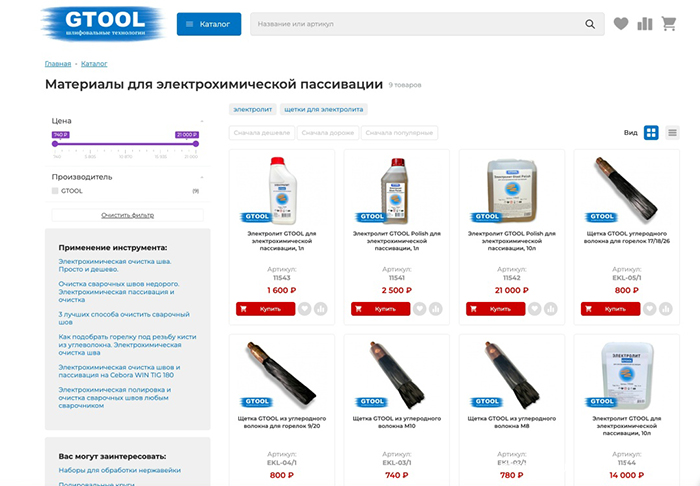
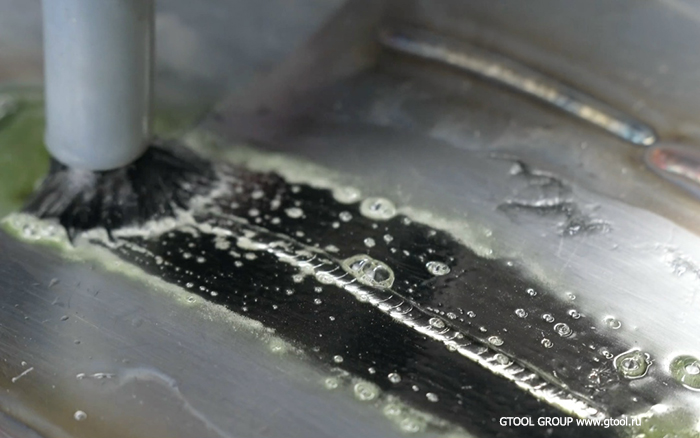
Gtool разработали два вида электролита и специальные угольные щетки для обработки локально сварных швов. В большинстве случаев электрохимическая очистка применяется для очистки швов после аргонодуговой сварки.
Мы сделали этот процесс очень доступным - не требуется специального оборудования, нужен только ваш сварочный аппарат с горелкой и все.

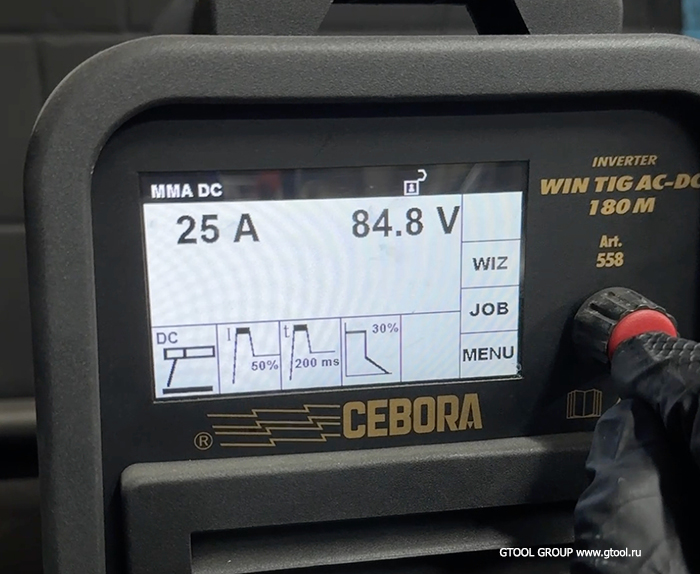
Оптимально использовать аппараты для TIG сварки, они работают более мягко, не поджигают и не перегревают металл и кисть.
Но можно использовать даже сварочники для работы электродом, но нужно быть аккуратнее, они часто «набрасывают» ток при поджиге, и это может способствовать перегреву и подгоранию кисточки.
ССЫЛКИ
🔴 Крайне важно перед началом работ обеспечить хорошую вентиляцию помещения и рабочего места, работать только с вытяжкой и в СИЗ органов дыхания, глаз и рук.
Как работать?
- Включаем сварочный аппарат, постоянный ток. 15-30А, в зависимости от темноты шва. Подача газа не нужна.
- Масса «+» на деталь, минус на деталь.
- Подбираем кисточку под свою серию горелки и вкручиваем на место цангодержателя.

- Наливаем небольшое количество электролита в отдельную тару.
- Макаем кисть обильно в электролит, и начинаем очищать шов до тех пор пока нас не устроит результат. Можно работать с кнопкой или педалью, но можно использовать режим LiftTIG.

- После окончания обработки нужно нейтрализовать электролит на поверхности металла. Мы рекомендуем использовать насыщенный раствор обычной соды. После соды смыть уже просто водой чтобы не осталось разводов от соды.
- Просушить изделие - все, оно готово к использованию.

Кисти имеют специальную трубку, которая контролирует длину рабочей части кисти.

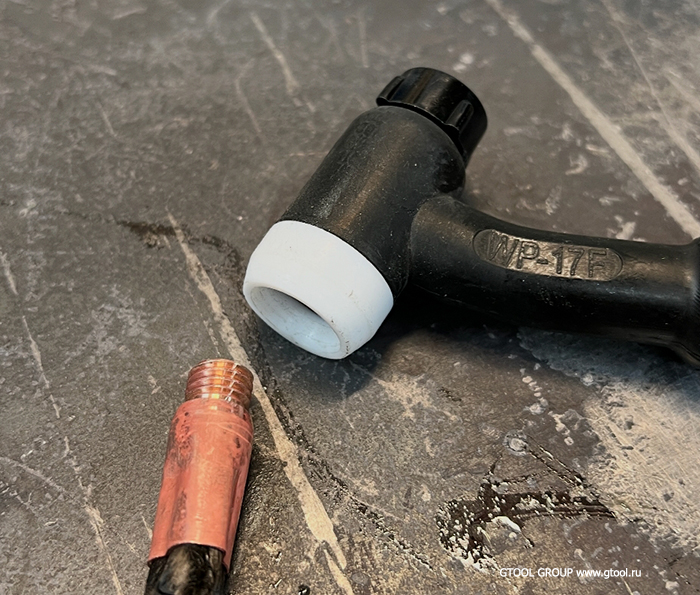
Глобально можно работать даже обычными аппаратами и держателями электродов. Тогда не нужно подбирать резьбу кисти.

Обычный электролит предназначен для работы с матовой поверхностью. Он может оставлять небольшие белые следы, которые незаметны на матовой нержавейке.


Полировальный электролит Gtool Polish предназначен для полировки нержавейки. И оптимален для работы по глянцевой или сатинированной поверхности, или когда вы намеренно хотите отполировать зону шва.
Для того чтобы полировка начала проявляться нужно дать время. Поработайте в необходимой зоне до 30 секунд.
Уточнения:
- Не все аппараты могут оптимально работать с электрохимической очисткой. Некоторые аппараты «набрасывают» ток и поэтому кисти могут гореть. Такие аппараты не подходят.
- Кисть должна быть обильно смочена все время работы, не жалейте электролита.
- Экспериментируйте с силой тока, обычно от 15 до 30А. Больше 30А ток скорее всего вызовет избыточный нагрев металла и подгорание кисти.





")