Очистка от следов побежалости и пассивация (восстановление оксидного слоя) сварочных швов на нержавеющей стали после аргонодуговой сварки.
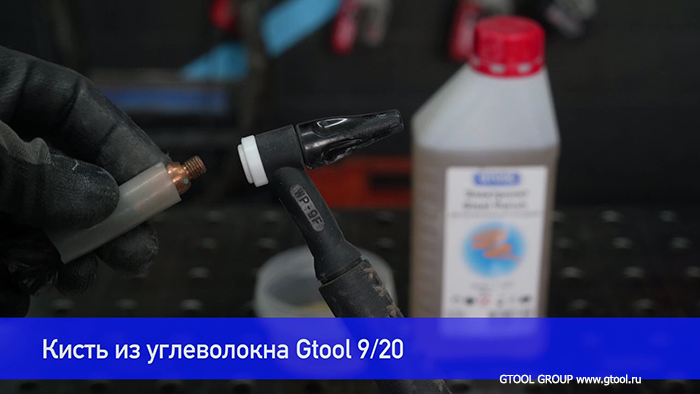
Для выполнения этой задачи мы используем электролит Gtool Polish и кисти из углеволокна.

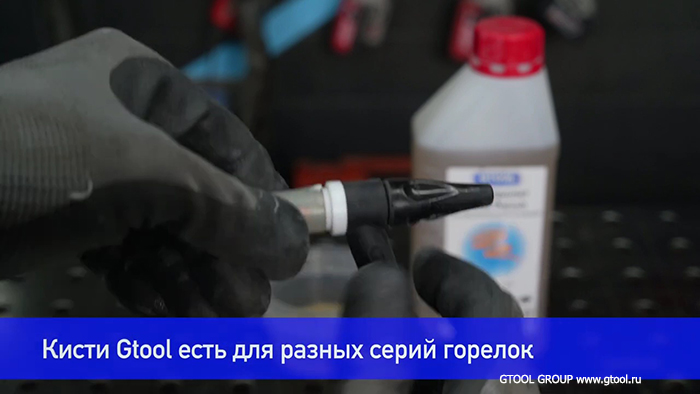
Gtool предлагает кисти для двух самых распространённых серий горелок: 9/20 и 17/18/26.
Также доступны метрические размеры М6, М8 и М10 для профессиональных аппаратов по очистке швов
Для работы подойдёт любой сварочный аппарат с постоянным током. В нашем случае мы используем аппарат Cebora WIN TIG 180, на котором были сварены обрабатываемые детали.
На аппарате выставляем постоянный ток 20–25 А.

Остальные параметры не нужны, поэтому устанавливаем их на 0 (газ, нарастание и спад тока). Работать можно как с помощью педали, так и кнопки. Также можно использовать режимы Lift TIG или обычный MMA.

Макаем кисть в электролит и чистим шов.

Кистью очень удобно работать в угловых соединениях.

В зависимости от степени перегрева шва можно увеличить ток, но не более 30 А. При большем токе есть риск, что углеволокно начнёт гореть.

После обработки поверхность необходимо очистить, лучше всего с помощью щелочных очистителей или просто обильно промыть водой.

Электролит Gtool Polish эффективно очищает швы и придаёт блеск поверхности. Это особенно важно для изделий из полированной или сатинированной нержавеющей стали.
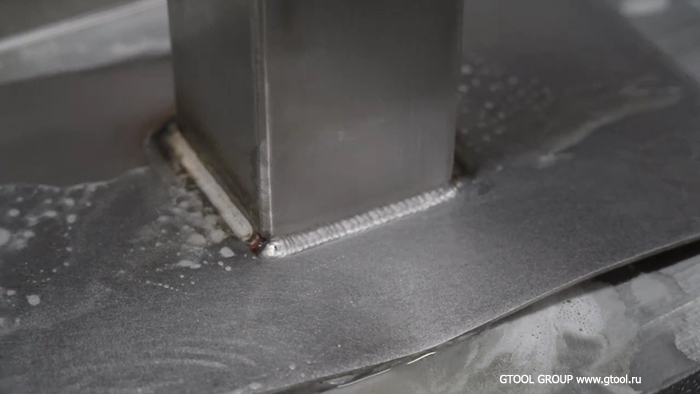
После обработки не остаётся белых следов.

Ссылки на абразивы и инструменты из статьи:
- Электролит GTOOL Polish для электрохимической пассивации
- Щетка GTOOL из углеродного волокна для горелок 9/20
- Щетка GTOOL углеродного волокна для горелок 17/18/26
Видео, как мы это делали:
Следите за нами во всех социальных сетях: